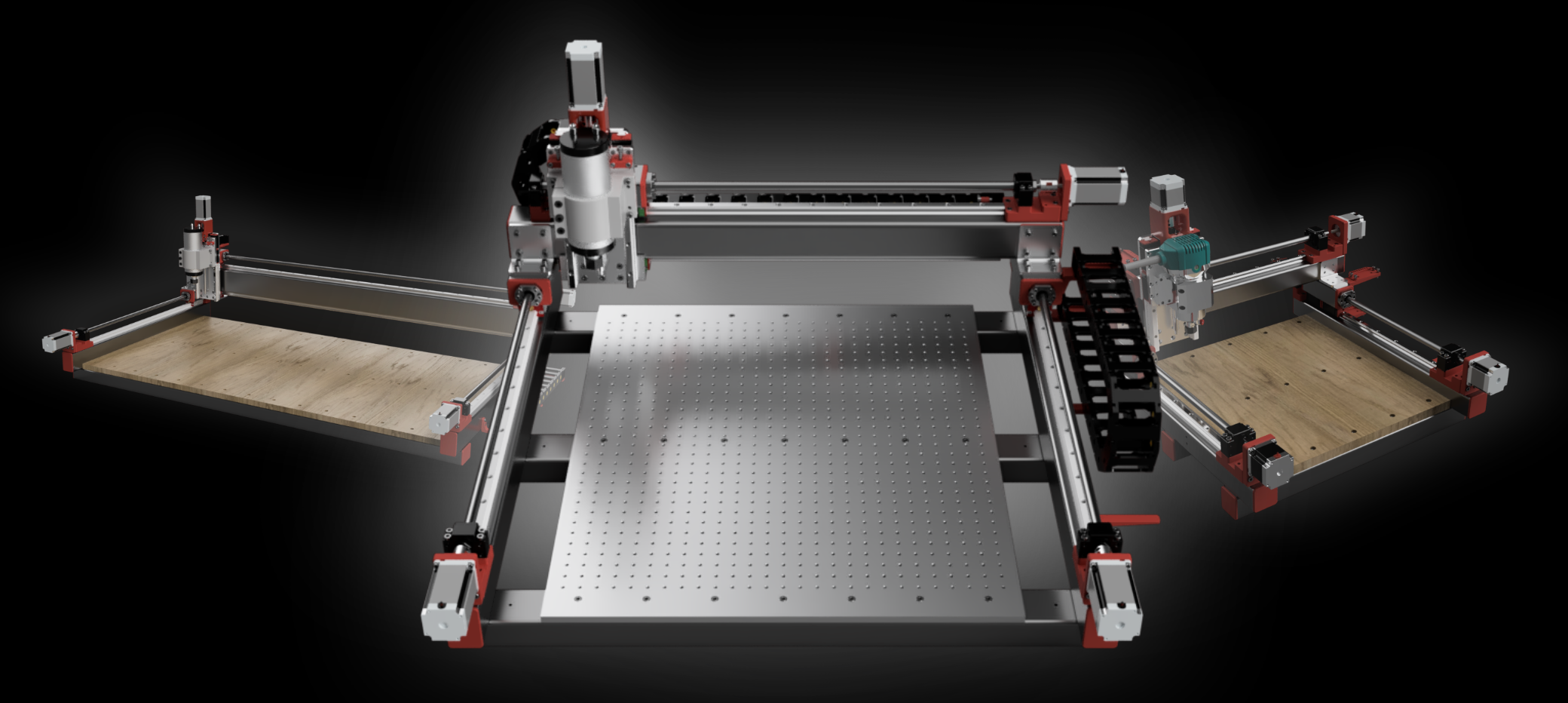
The PrintNC is a high performance, DIY CNC router. It's based on a steel frame to ensure rigidity and uses 3D printed parts to make assembly easy.
First launched in late 2019, there are now hundreds of PrintNC builds around the world, with makers using them to build projects from wood, aluminium, steel, carbon fiber, and many other materials.
V4 was released in February 2024, with the Fusion360 design rebuilt from scratch, incorporating many community-led improvements to the CAD and build process.
The PrintNC project is in active development and community participation is highly encouraged! You can live chat on the PrintNC Discord or head to r/printnc and ask there. Answers are fast and friendly, and with over 11,000 members the community has grown to be the largest CNC and Machining server on Discord!
¶ Where to Start
- Join the Discord server, where the community is most active. It's currently the best resource to help answer your questions and guide you in the right direction, and the ideal place to contribute your own knowledge and skills.
- Wondering if this is the right machine for you? Check the performance page.
TLDR: PrintNC relies on 3D printed parts to ensure accurate construction, but all motion components are mounted to steel or aluminium, resulting in a rigid and capable DIY CNC router. - Understand that this is a rapidly-evolving project. This wiki is the most current source of documentation. Hundreds of people from around the world have successfully built a PrintNC, but it's still a complex project requiring both mechanical and electrical skills to complete. Don't worry, join the Discord and you'll find lots of new friends to help you out if you get stuck.
- Read the FAQ and browse this wiki. Please note that like everything else in this project, it's a work-in-progress.
- Check out the Build Logs channel on the Discord, which highlights current builds in addition to completed machines.
- When you are ready, start by reading the planning page.
¶ License
The PrintNC is completely open-source and operates under the CC BY 4.0 license. See the LICENSE file for more information.
¶ How to Give Back
The wiki always needs updating as versions change and new features are added to the design. This is true for the current shift from V3 to V4 designs. Much of the wiki is still based on the V3 and while a good starting point, can be a bit confusing for newcomers. You can help out by going here.