¶
¶ Fusion 360 Batch Post Processor(Rapids Restoration)
If you are using the free version of Fusion 360 Rapid moves are disabled from output into G-Code. Fortunately Tim Paterson has very kindly put in some work to create a plugin for fusion that will process the posted gcode and add the rapids back in and as a result will significantly speed up cutting time!
https://github.com/TimPaterson/Fusion360-Batch-Post
Once you have installed the addin as directed in the link above point it to the correct post-processor that you want to use.
¶ Pointing to the postprocessor
IMPORTANT You Must make sure that it is point to the same post that the default fusion360 post setup is pointed to or it will generate a error like seen here https://github.com/TimPaterson/Fusion360-Batch-Post/issues/34
Note: Sometimes when moving the output folder the postprocessor to be used is sometimes forgotten and needs to be reselected
It is recommended to download the relevant post to a known location and importing that file into fusion
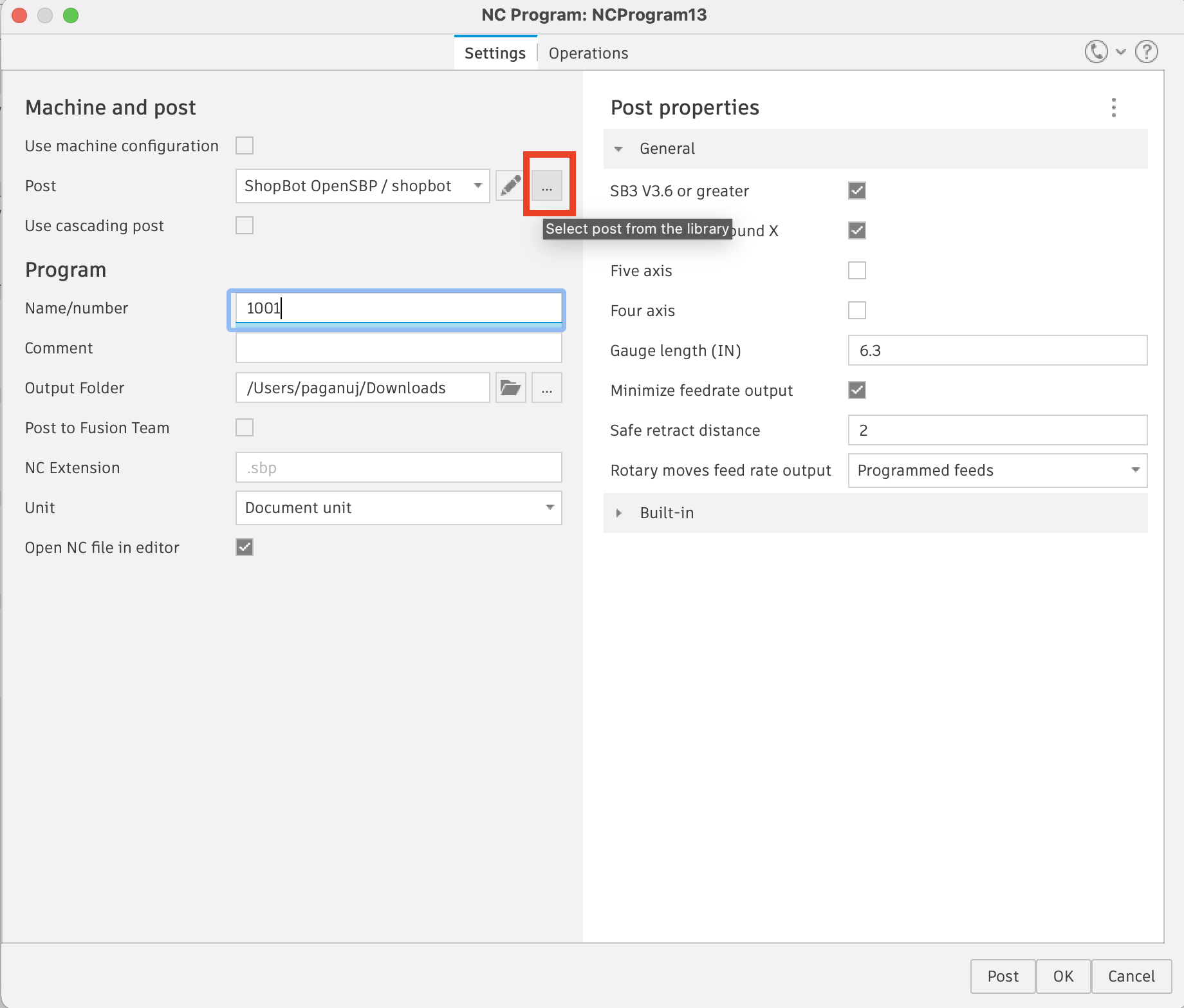
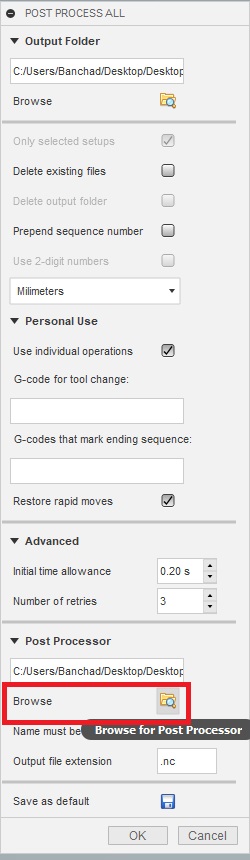
Enter the Post Process dialogue either by right clicking the CAM Setup/operations or by using the Post Process button in the toolbar.

- Click the three dots icon button to open the post library.
2. Right Click Linked and open Link Folder to point to the desired location
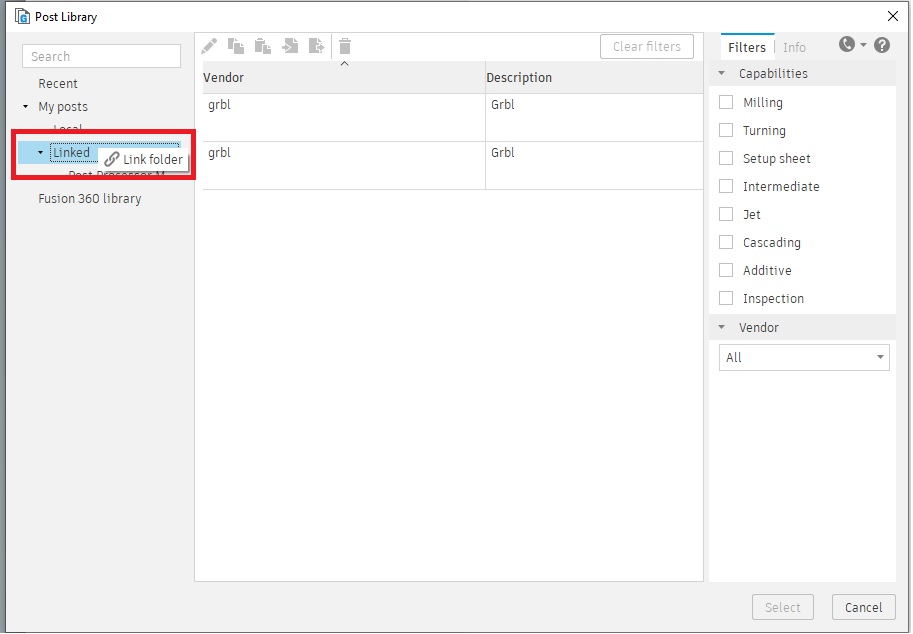
3. You can then import the desired post by pointing to the post itself
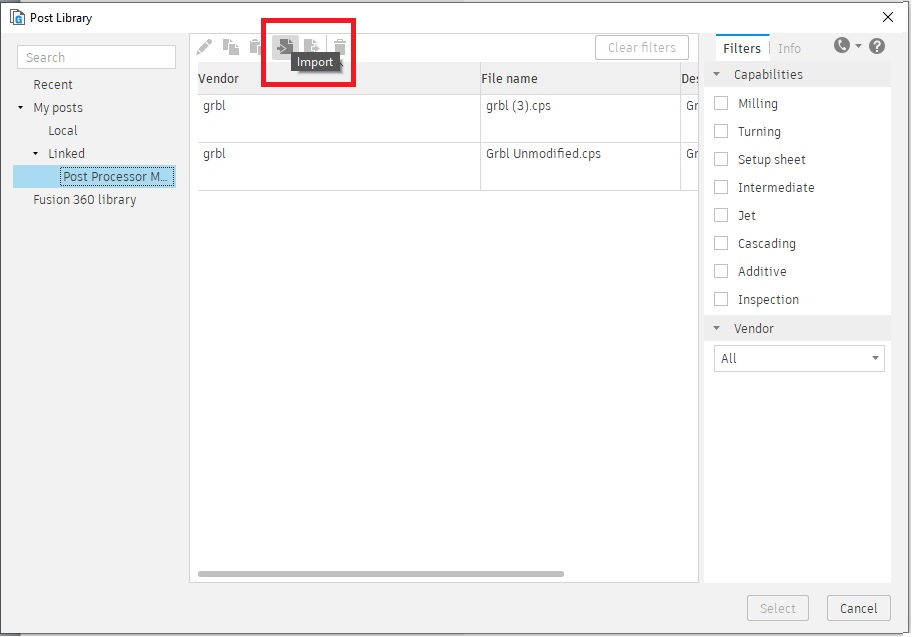
4. Open the PostProcessAll dialog box from the top menu

5. Point to the Post in the Linked folder that was imported into Fusion
¶ Usage
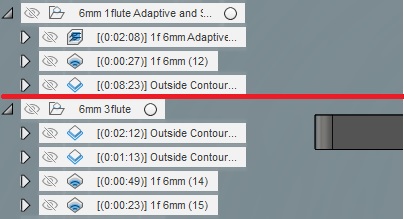
The biggest difference in using PostProcessAll is that you need to structure your cam by tool as you cannot use this plugin on individual operations It works on setups not operations. In the below image there is an example of a normal cutting operation with a tool change between(denoted by red line).
In these operations the clearance, retract and top height have all been set to varying offsets above the stock top. We recommend keeping these offsets the same through the cutting of the part. Bottom height will obviously vary depending on geometry.
In order to post the operations we select the setups we want to post then select postprocessall from the top menu
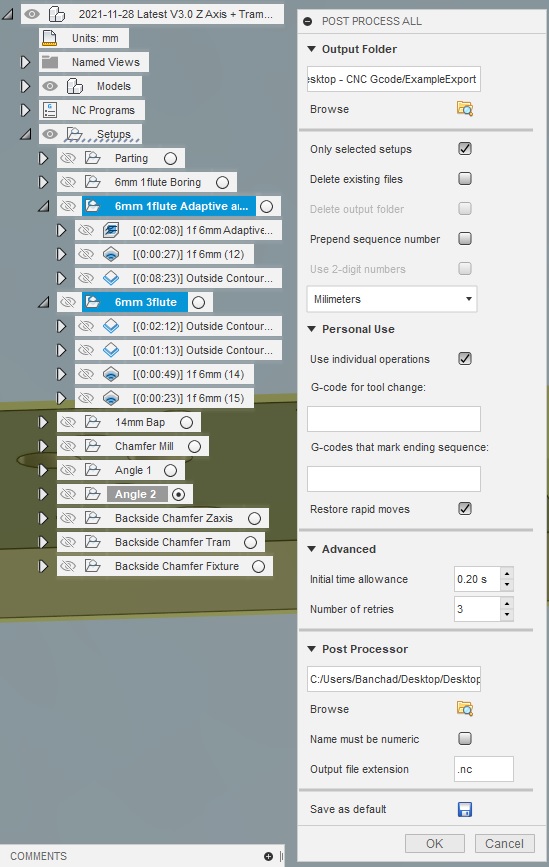
We have selected the output folder and pressed ok.
You can see that it has created 2 .nc files of the same name as the operations we selected

We can now use these files on our cnc. Enjoy!
Note:
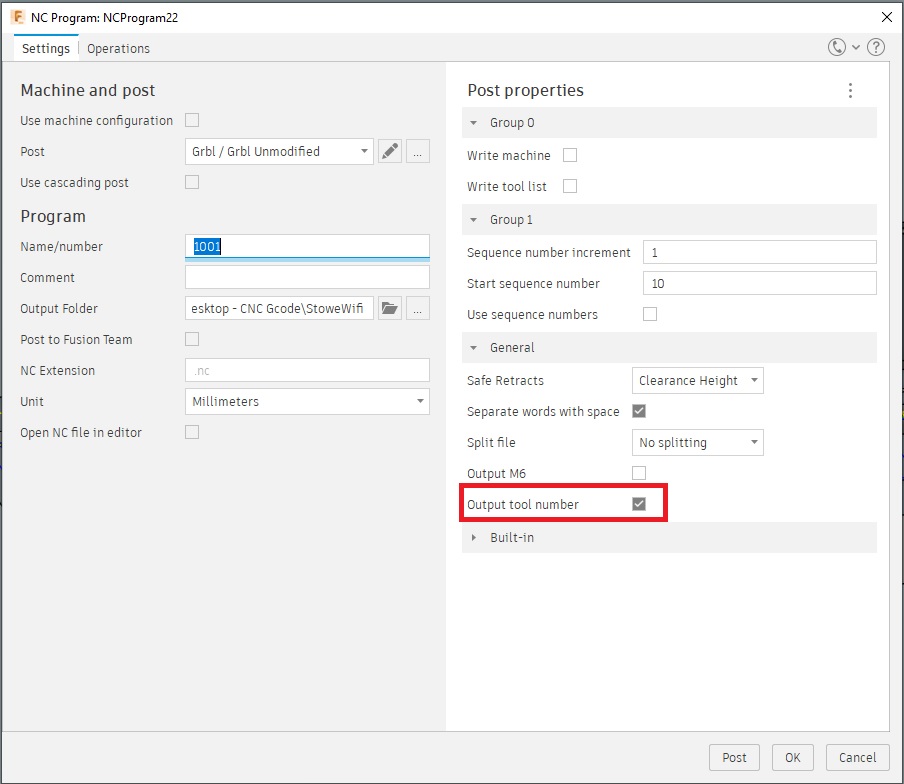
In the default Grbl Postprocessor settings PostProcessAll will throw an error if post tool number is not enabled. I don't know if this is the same in linuxcnc but it is worth checking your postprocessor works for normal outputs before trying to use postprocessall
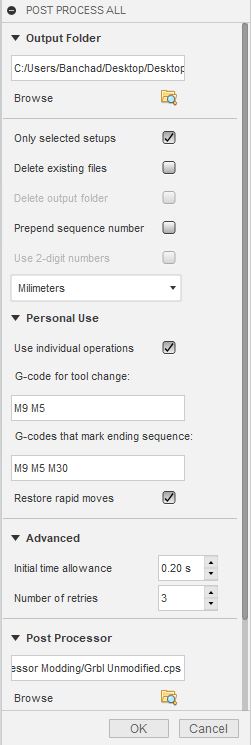
The Fix. Make sure there is a tick in the highlighted Box
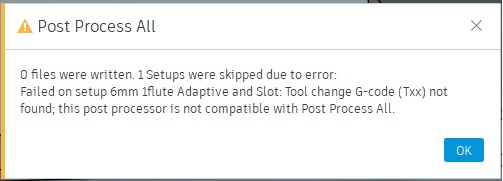
¶ Usage with Multi-Op Files(GrblHAL/IOsender)
If you are using multiple operations in a single file with IOsender you need to tell it when the program has finished running. If you leave the “G-Code for Tool Change” and "G-Codes that mark ending sequence" blank it will enter the M30 command at the end of every operation resulting in IOsender thinking that the entire GCode file has been run when in actuality only running the first.
In the below image a working set of toolchange/end of program codes have been entered that resolve this issue.