Default Choice: 75mmx50mmx3mm (3"x2"x0.12") Hot Rolled Steel Tubing, (A513 preferrable)
¶ Why Steel?
A standard PrintNC uses hollow structural section (HSS) steel tubing for the frame. Prototype designs used aluminum extrusion but were replaced with steel for it's increased performance.
¶ Stiffness
Stiffness is the resistance of a material to deform under load. This is incredibly important to CNC applications, where your machining quality relies on the minimization of frame deformation (i.e. maximizing rigidity). Thankfully, steel ALWAYS has roughly the same stiffness (±5%), regardless of any heat treatment or alloy.
Steel is about 3x as stiff as aluminum of equal dimensions.
Strength is the amount of load the material can take before permanent deformation (yield strength) or failure (ultimate strength). Strength varies significantly between metals, alloys, and heat treatments. However, your frame should never permanently deform or break. Therefore, strength is not a property that should concern your buying decisions. High strength steel will not yield performance gains.
¶ Weight
Steel is about 2.5x as dense as aluminum. Weight damps vibrations and can result in parts with better surface finish.
¶ Price and Availability
Structural steel is inexpensive, resulting in an incredibly high stiffness/cost ratio. It is also easily purchasable from a local supplier in your area with minimal lead times.
¶ Dimensions
The printnc design is parametric, meaning it will adjust to many sizes of steel. While the standard build calls for 75x50mmx3mm steel tubing, some builders have chosen larger dimensions for increased rigidity, extra Z clearance, or simply availability.
¶ Tall, Wide, Thick, Thin.. How Should I Modify my Steel for Maximum Rigidity
Before making any purchases, size your build and make the suggested adjustments to maintain adequate rigidity.
As mentioned in ‘Sizing’, rigidity rapidly decreases when increasing gantry (x dimension) length.
¶ Thickness
Simply buying thicker steel will increase the rigidity of your machine and increase weight.
¶ Stiffness Comparison
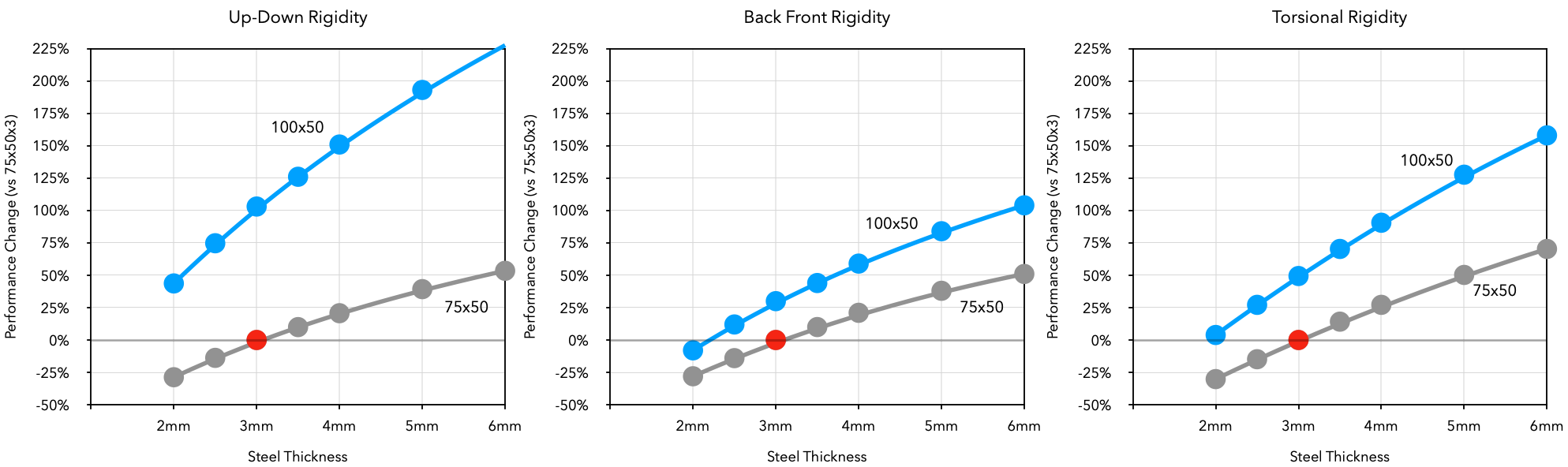
It is worth noting, however, that there are many more points of deformation in a CNC frame that play a large role. Therefore, do not expect a 50% stiffer frame by simply increasing wall thickness from 3 to 5mm. This requires simulations to solve.
There are also downsides to increasing thickness. For example, increasing mass will also increase inertia. You may notice a decrease in maximum deceleration/acceleration. In addition, design issues come into effect when increasing thickness above 4.5mm (0.178") as discussed below.
Stiffness Improvements Over 3mm Tubing
https://calcresource.com/cross-section-rtube.html
¶ Increased Height/Width
- +Z clearance (height)
- Stiffness of gantry (+height)
- More effective mass/stiffness wise than increased thickness
¶ Nitty Gritty
¶ Hot vs. Cold Rolled Steel
Hot and Cold Rolling are types of forming your steel from billets into thin sheets.
¶ Other Terminology
Stainless is a family of alloy that naturally resists corrosion. It is expensive and very difficult to drill.
Galvanization is a surface finish process applied to many types of steel to resist corrosion. Nevertheless, suppliers sell them as distinct categories.
¶
¶ Standards
For tubing, the ‘standard’ that the steel is produced to combines both chemical composition and manufacturing tolerances. Do not get caught up on chemical composition. Anything will work.
Shape Tolerance.. Values calculated for 3mm thickness
| Standard | Radius | Straightness | Squareness | Twist | Convexity/Concavity | Thickness | Dimensions |
| AS/NZS 1163 | ? | 0.15% of total length | 90°±1° | 2mm+0.5mm/m in length | Max. 0.8% or 0.5mm, whichever is greater | ||
| ASTM A500 |
≤3T ≤ 9.14 ( 0.36") |
1/8" x length (in feet) divided by 5 ≤0.075" | 90° ± 2° |
2.1mm/m (0.075" /3') |
±0.635 (±.0.025") |
± 10% | ± .025" |
| ASTM A513 | 3.175(0.125") ≤ R ≤ 5.55(0.21875") | ≤0.0625" | 90° ±0.018" |
2.1mm/m (0.075" /3') |
±0.381 (±0.015") |
||
| CSA G40.21-98 | ≤ 6.8(0.268") | 1/8" x length (in feet) divided by 5 ≤0.075" | 90° ± 2.0° | 0.21mm/m (0.075" /3') | ? | +10% / -5% | ± .030" |
| EN 10219 |
1.6T≤R≤2.4T 4.8≤R≤7.2 |
0.15% of total length and 3.0mm over any 1m length | 90° ±1° | 2.0mm + 0.5mm/m | ≤0.8% (0.5mm min) | ± 10% | ±1% with min of ±0.5% |
| EN 10210-2 | ? | 0.2% of total length and 3.0mm over any 1m length | 90° ±1° | 2mm + 0.5mm/m | 1% | ||
| EN 10305-5 |
T≤2.5mm: R≤1.5T T>2.5mm: R≤2.2T |
0.15% of total length and 3.0mm over any 1m length | 90° ±1° | min(B, H) / 10 | Within straightness tolerance | ± 10% and ± 0.35mm |
¶ AS/NZS
| AS/NZS 1163 | |||||
|---|---|---|---|---|---|
| Convexity/Concavity | Max. 0.8% or 0.5mm, whichever is greater | ||||
| Radius | ? | ||||
| Twist (per 3') | 2mm+0.5mm/m in length | ||||
| Squareness | 90°±1° | ||||
| Straightness (per 3') | 0.15% of total length |
Sources: AS/NZS 1163
¶ ASTM
| A500 | A513 | |
|---|---|---|
| Convexity/Concavity | ±.0.025" | ±0.015" |
| Radius | ≤0.36" | 0.125" ≤ r ≤ 0.21875" |
| Twist (per 3') | 0.075" | 0.075" |
| Squareness | 90° ± 2° | 90° ±0.018" |
| Straightness (per 3') | ≤0.075" | ≤0.0625" |
¶ CSA
| CSA G40.20-04 | |
|---|---|
| Convexity/Concavity | ? |
| Radius | 0.268" |
| Twist (per 3') | 0.075" |
| Squareness |
90° ± 1.0°
|
| Straightness (per 3') | 1/8in. / 1feet length (10.4mm/1m length) |
Sources: CSA G40.20-04
https://www.atlastube.com/wp-content/uploads/2018/02/Comparison-of-ASTM-A500-Grade-C-vs.-CSA-G40.21-50W.pdf
¶ EN
| EN 10219 | EN 10210-2 |
EN 10305-5 |
|
|---|---|---|---|
| Convexity/Concavity | ≤0.8% (0.5mm min) | 1% | Within straightness tolerance |
| Radius | 1.6T≤R≤2.4T | ? |
T≤2.5mm: R≤1.5T T>2.5mm: R≤2.2T |
| Twist | 2.0mm + 0.5mm/m | 2mm + 0.5mm/m | min(B, H) / 10 |
| Squareness | 90° ±1° | 90° ±1° | 90° ±1° |
| Straightness | 0.15% of total length and 3.0mm over any 1m length | 0.2% of total length and 3.0mm over any 1m length | 0.15% of total length and 3.0mm over any 1m length |
Sources: 10210-2,10219, 10305-5
¶ Flatness and Straightness
Due to processing techniques, hot rolled steel will have have have inconsistencies with flatness and straightness. However, Most PrintNC machines built to date have used hot rolled steel without any concerns. Cold rolled steel can be used as an alternative if this is a concern for you.
¶ Corrosion Resistance
Galvanization is a coating process used to prevent corrosion. It will not provide performance benefits, but is an easy rust prevention solution if you don't plan on painting your steel.
Hot and Cold Rolled steel can be treated through oil, dry coats, and painting to prevent rust formation. Guides to painting can be found here.
¶ Wall Thickness
3mm wall thickness is cost effective, stiff enough, and thick enough to thread into. However, deflection under load increases with the size of your machine. Therefore, you may want to increase wall thickness for a large build. The added mass will also have a damping effect but it is unclear how big of a role it plays.
¶
¶ Radius Concerns
Be careful going above 4.5mm (0.178") for the short tubing sections
Steel tubing generally increases bending radius when increasing wall thickness. With a large enough radius, design issues will start to arise in some of the steel sections.

¶ Steel Suppliers
Non-consumer focused steel suppliers will often sell in 6m increments. Others (such as metalsupermarkets) will sell any increments with no minimum order. Some suppliers will also cut your steel for free or for a small fee ($1/cut).
Check your local listings to see if you have a steel supplier near you. Here is a list of suppliers used by builders so far:
¶ Canada 🇨🇦
¶ Australia 🇦🇺
https://www.scottmetals.com.au/rhsptd
¶ UK 🇬🇧
https://www.fhbrundle.co.uk/products/300575503__R_H_Section_75_x_50_x_3mm_x_7_5_7_6m_Grade_S235
¶ USA 🇺🇸
¶ Estonia
¶ Germany 🇩🇪
https://www.fixmetall-shop.com/
- Discussion
¶ Benelux
https://www.ijzershop-acac.be/ijzer/637-vierkante-buis-80x80x5.html
¶ Linear Rails on Non-Flat Surfaces
“HGR Rails and carriages are by design are quite tolerant of inconsistencies in the mounting surface and mounting accuracy. This aspect of their design is different to many smaller standard rails such as MGN12 and is one of the reasons they were chosen for the PNC.
HIWIN spec for HGR20 rail allows for 0.13mm of variation in the mounting surface while still remaining within the design and performance specifications for long term reliability in high duty cycle commercial environment at maximum load. HGR20 rails are also vastly over-specified for the gantry weight and any cutting forces that the PNC generates so we are working at the bottom end of their performance envelope which extends service life and reliability.There is some great general and specific information on HGR rails in this document. “ -Hoges
¶ Steel Tube Curvature
¶ Flattening Steel
¶ Milling
¶ Blanchard Grinding
Isn't throwing it onto a mag chuck a bad idea, without an initial reference surface on the RHS steel? eg When the mag is turned on, it'll pull the RHS down to be "flat" on the side against the mag. The machining then done on the opposite side won't be "flat" after the mag chuck is released and the RHS relaxes back upwards again.To get the first reference surface, they'd probably need to grind the first surface without the mag on. Once the first surface is done, flip it over and do the other side with the mag chuck on. I think that should work, to make those two surfaces parallel. Asking because that's one of the things I saw someone explaining on YouTube video's today about Blanchard Grinders.
https://www.youtube.com/watch?v=v4SNQvTolCs
¶ Epoxy Leveling
¶ How to Buy Steel
¶ Get Quotes!
Even for the same Franchise (e.g. Metal Supermarkets) in the same area, prices could be significantly different.
E.g.
For anyone in Chicago; the prices quote I got at metal supermarkets for 11 ga steel for a standard size 2.1 + aluminum angle was this: at villa park and bridgeway both came in at just under $170 (including tax) the quoted price at Bolingbrook is $237, and the price at Niles is $272 (both including tax) Also, be sure to check whether they put 6061 angle for the aluminum angle instead of 6063 (which is what I asked for)- only villa park got that right, and of the other two only the one in Niles actually put a note explaining they did not have it. The other two just substituted it for 6061 on the quote — withoutgettingwet
